INOX-Matkaplar
Paslanmaz çelikler ve özellikleri
Paslanmaz veya aside dayanıklı çelikler, çok yüksek bir krom içeriğine sahiptir>% 12, kimyasal olarak agresif maddelere ve korozyona karşı mükemmel bir dirence sahiptir. Krom, yüzeyde derinlemesine korozyonu önleyen mikro oksijen yayan bir krom dioksit kaplama oluşturur.
Paslanmaz çeliklerin çoğu, östenitik çelik grubundandır. Kromun yanı sıra yapının en önemli bileşeni nikeldir; mekanik özellikleri optimize etmek için genellikle molibden de eklenir. Östenitik çeliklerin uygulama alanı, gıda endüstrisi, enerji santralleri ve enerji tedariki, gemi yapımı ve petrokimya endüstrisidir, ancak aynı zamanda duvar kaplaması ve çatı kaplaması için mimari uygulamalarda da giderek artmaktadır. Tipik malzemeler 1.4301 (X5CrNi 18 10 / V2A), 1.4541 (X6CrNiTi 18 10), 1.4571 (X6CrNiMoTi 17 12 2 / V4A) veya 1.4311 (X2CrNiN 18 10).
İşleme sırasındaki özellikler ve nitelikler
Paslanmaz veya aside dirençli çelikleri işlerken, aşağıdaki özelliklere dikkat edilmelidir: Bu malzemeler sertleşme eğilimindedir, çok zayıf ısı iletkenleridir ve yüksek bir tokluk ve kesme uzaması sergiler. Yüksek tokluk, özellikle delme ve diş açma sırasında çok ağır bir kesme yüküne yol açar. Ek olarak, paslanmaz veya aside dayanıklı çeliklerin mekanik özellikleri, yapışma ve sıkışma eğilimi gösteren elverişsiz talaşlar üretir.
Optimum işleme ve takım seçimi
Paslanmaz veya aside dayanıklı çelikler, özellikleri ve nitelikleri nedeniyle, yüksek elastik deformasyonun işleme sırasında aletin sıkışmasına neden olmayacak şekilde yapılandırılmış arka konikliği ve boşluk açısı ile keskin takımlar gerektirir. Yüksek besleme hızları, talaşlar yoluyla optimum bir ısı dağılımı sağlar, çok iyi bir soğutma yağlaması - ideal olarak dahili soğutma yoluyla - ısının giderilmesini ve talaş tahliyesini destekler ve ayrıca işin sertleşmesini engeller. Soğutma sıvısı olarak yüksek performanslı kesme yağı, ancak en az% 8 çözünür yağ öneririz. Ek olarak, işleme sırasında gagalama gerekli olabilir. Nispeten düşük bir kesme hızı seçilmelidir ve büyük ölçüde malzeme bileşimine bağlı olabilir. Optimum kesme hızını seçmek için işleme testleri çok önemlidir.
Yüksek iş yükü nedeniyle, makinenin maksimum rijitliğinin yanı sıra iş parçası ve takım kelepçelemesine de özel dikkat gösterilmelidir. İşleme göreviniz için daima mümkün olan en kısa takımı seçin.
Paslanmaz çeliklerin işlenmesi için Hartner çözümleri
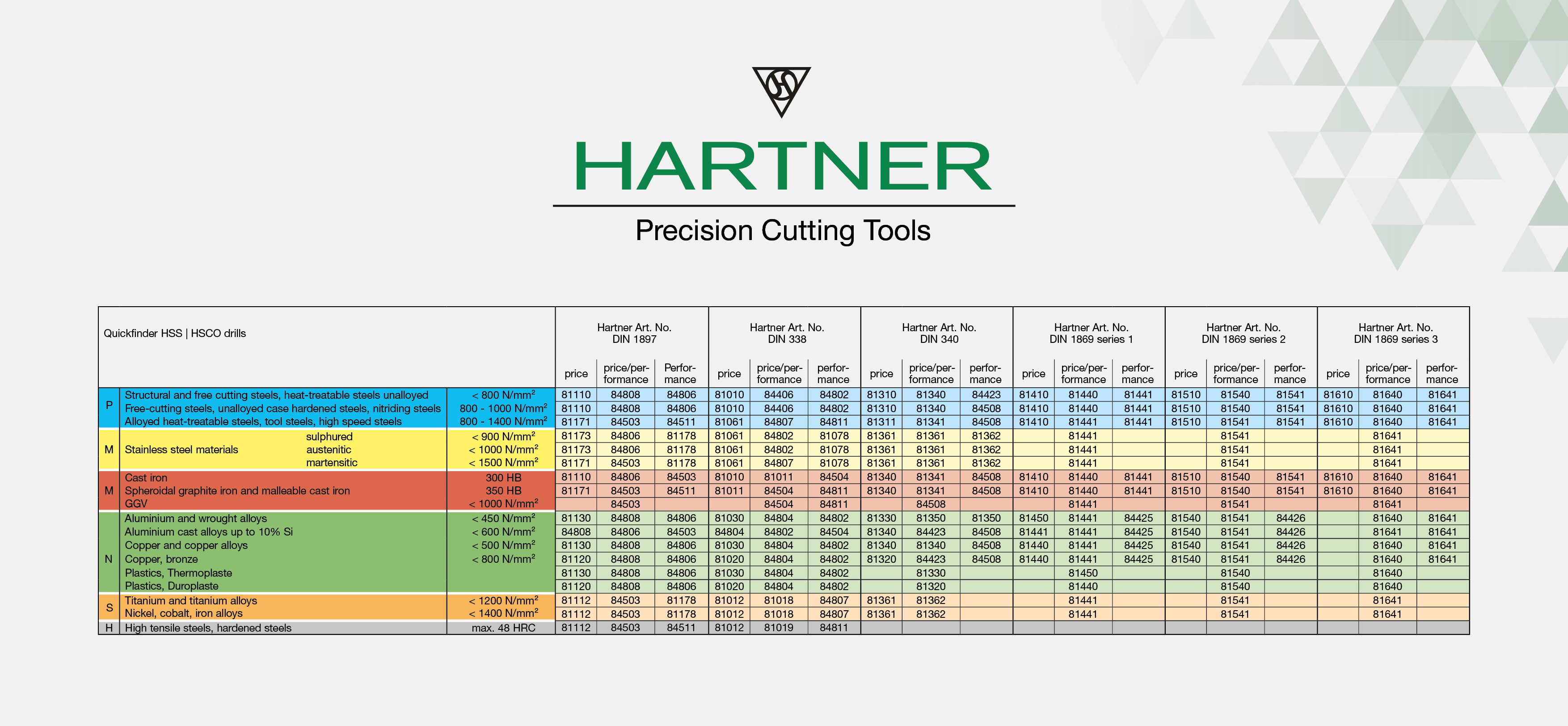
Paslanmaz, asit ve ısıya dayanıklı çelikler, titanyum ve Ti alaşımları, Inconel, Hastelloy ve Monel, yüksek alaşımlı çelikler ve alüminyum alaşımları için Hartner, en yüksek hız ve ilerleme oranları için yekpare karbür matkaplar sunar. Özel geometri sayesinde maksimum takım ömrü ve yüksek işlem güvenilirliği sağlanır. Yüksek hız çeliği matkapları alanında, geniş bir helis açısına sahip ekstra sert, yüksek ısıya dayanıklı HSCO matkaplar sunulmaktadır.